-
 Dec 16, 2024
Dec 16, 2024
Elektromanyetik titreşimli besleyiciler, dökme malzemeleri verimli bir şekilde taşıyarak çeşitli endüstrilerde önemli bir rol oynar. Manyetik titreşimli besleyiciler olarak da bilinen elektromanyetik titreşimli besleyiciler, toplu malzemeleri sorunsuz ve eşit şekilde taşımak için tasarlanmış cihazlardır. Bu besleyiciler, malzemeleri besleyici tepsisi boyunca hareket ettiren titreşimler üretmek içi...
daha fazla göster
-
 Dec 06, 2024
Dec 06, 2024
Elektromanyetik titreşimli besleyici toz taşıma/besleme ve granüler taşıma/besleme için iyi bir çözüm. Yüksek olanı nasıl satın alabiliriz? kaliteli elektromanyetik titreşimli besleyici? VRV, profesyonel titreşimli cihaz besleyici tedarikçisi size yolları anlatacaktırï¼ â¢ Malzeme özellikleri: malzemenin parçacık boyutu, nemi, viskozitesi, yoğunluğu vb. Farklı Malzeme özelliklerinin besleyici seçi...
daha fazla göster
-
 Dec 05, 2024
Dec 05, 2024
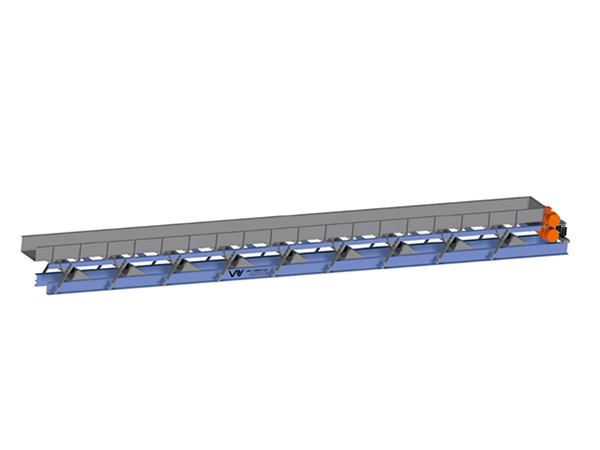
Oluk tipi elektromanyetik titreşimli besleyicinin çalışma prensibi, üretilen periyodik titreşimden yararlanmaktır elektromanyetik vibratör ile malzeme teknesindeki malzemelerin yerçekimi yönüne dik bir eylemsizlik kuvvetine maruz kalır. Ne zaman Malzemeye etki eden eylemsizlik kuvveti, malzeme arasındaki sürtünme kuvvetinden daha büyüktür. malzeme ve malzeme oluğu, malzeme içinde ileri doğru harek...
daha fazla göster
-
 Dec 03, 2024
Dec 03, 2024
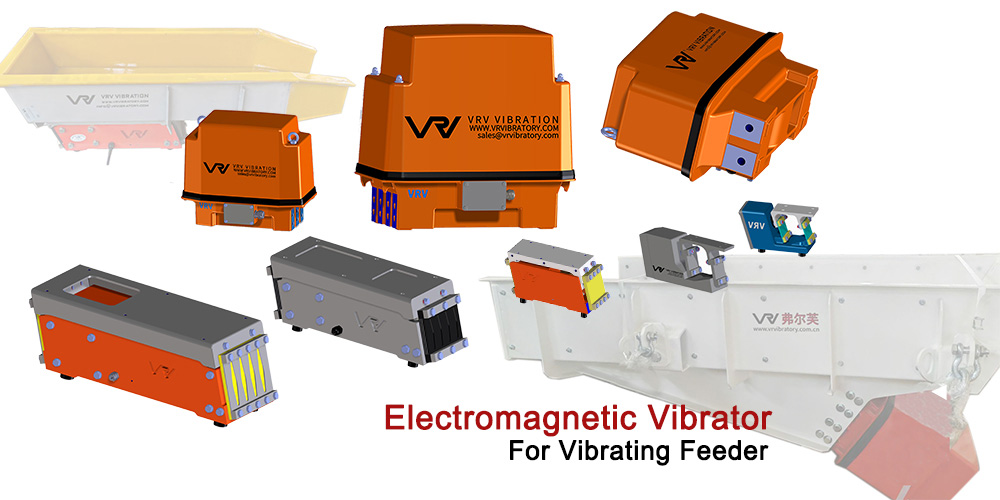
Elektromanyetik vibratör, elektromanyetik titreşimli besleyicinin temel bileşenidir. Basit yapı, istikrarlı güç ve ayarlanabilir hız avantajlarına sahiptir. Gıda, cam, kimya, bağlantı elemanları ve diğer endüstrilerde yaygın olarak kullanılmakta olup bloklu, granüler ve toz halindeki malzemelerin taşınmasında en iyi çözümü sunmaktadır. I. Elektromanyetik vibratörün avantajları 1. Yüksek verimlilik...
daha fazla göster
-
 Dec 02, 2024
Dec 02, 2024
Elektromanyetik Vibratör: Üstün Performans için Devrim Yaratan Titreşim Ekipmanları Giriş: Endüstriyel makine ve malzeme taşıma alanında, elektromanyetik vibratör oyunun kurallarını değiştiren bir şey olarak ortaya çıktı. Olağanüstü verimliliği, güvenilirliği ve çok yönlülüğü ile bu teknoloji, titreşimli ekipmanların manzarasını değiştirdi. Bu yazıda elektromanyetik vibratörlerin dünyasını, bunlar...
daha fazla göster
-
 Nov 28, 2024
Nov 28, 2024
Elektromanyetik Titreşimli Besleyicinin temel prensiplerine genel bakış Manyetik titreşimli besleyici, iki nokta yönlü zorlanmış titreşime sahip nispeten eksiksiz bir elastik sistemdir. Tüm sistem düşük kritik rezonans durumunda çalışır. Malzemenin oluk boyunca hareket etmesi için belirli bir eğim açısında ileri geri hareket eden titreşimi gerçekleştirmek üzere oluğu tahrik etmek için esas olarak ...
daha fazla göster
-
 May 06, 2024
May 06, 2024
Bantlı konveyörlerin büyük bir işlevi olduğunu biliyoruz . Malzemeleri sabit bir konveyör hattı üzerinde sürekli olarak besleme noktasından boşaltma noktasına taşıyabilirler. Toz, granül ve küçük parçalar gibi öğütme özelliği düşük malzemelerin yanı sıra kömür, çakıl, kum, çimento, gübre, tahıl vb. torbalanmış malzemelerin taşınmasına uygundurlar. Ancak önemli eksiklikleri de vardır. Sızdırmazlık ...
daha fazla göster
-
 Apr 23, 2024
Apr 23, 2024
Besleme ve taşıma nasıl daha hassas ve kontrol edilebilir hale getirilir? Titreşim besleyici , basit yapı, kolay bakım, yüksek iş verimliliği özelliklerine sahip ve farklı üretim ihtiyaçlarını karşılayabilen ortak bir malzeme taşıma ekipmanıdır. Metalurji, kömür madenciliği, maden işleme, inşaat malzemeleri, kimya endüstrisi, aşındırıcılar ve diğer alanlarda yaygın olarak kullanılabilir. Titreşiml...
daha fazla göster
-
 Apr 18, 2024
Apr 18, 2024
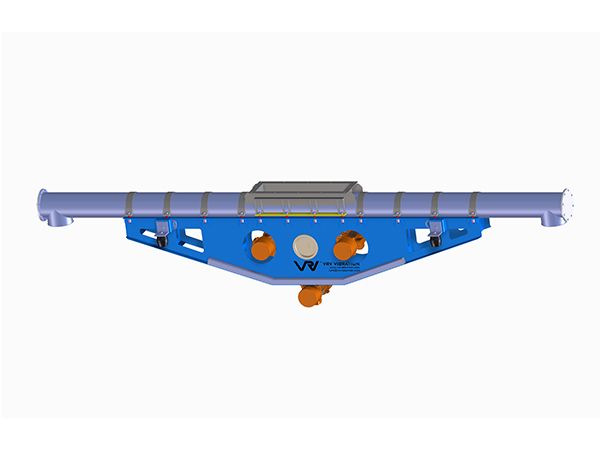
Titreşimli bir besleyici, malzemelerin iki yönde taşınması gereksinimlerini karşılayabilir mi? İki yönlü titreşimli besleyici, malzemeleri ters yönde taşıyabilir, ekleyebilir, besleyebilir ve boşaltabilir. Bazen sola bazen de sağa taşıma ihtiyacını karşılayabilecek karşılıklı iki pozisyonda boşaltma portları bulunmaktadır. Bu arada, karışık dökme malzemelerin iki yönlü taşıma ihtiyaçlarını karşıla...
daha fazla göster



 ipv6 ağı destekleniyor
ipv6 ağı destekleniyor 










